Port Royal, PA – Tate Access Floors, Inc., Red Lion, Pa., has virtually eliminated the downtime previously attributed to using a conventional conveying system, after installing the Model 320 Air-Operated Transporter manufactured by Vibro Industries. Installed on a line that manufactures perforated access-floor panels, the Air-Operated Transporter removes the slugs created in the perforation sequence. One hour of daily downtime to unclog the old conveyor system has been reduced to about 5 minutes – a reduction of more than 90%.
Model 320 Reduced Downtime by 90%
Tate Access Floors, the world’s leader in raised access floor solutions, manufactures a wide selection of solid and perforated access floor systems typically used in high tech environments, such as computer rooms, biomedical, microelectronic, pharmaceutical and laboratory facilities as well as other clean room applications. The rugged panels can bear the weight of equipment and personnel, while the perforation provides the optimum turbulent-free air flow for optimum environmental conditions.
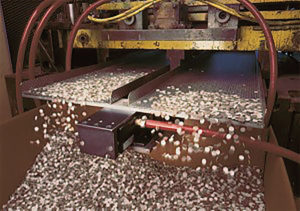
The Vibro Model 320 Air-Operated Transporter is used on a line that creates perforated vinyl- laminated-steel 24 x 24-inch panels at the rate of 200 units per hour on a 1000-ton Danly punch press. As the slugs are punched out of the panels, they fall into metal trays that carry them to the end of the line, where they are automatically discharged into takeaway containers.
“At peak capacity, we run that line 24 hours a day, six days a week,” said Steve Dougherty, senior production supervisor at Tate’s Red Lion plant. “With the old belt-driven conveyor, we would have to stop the line several times a day because the slugs would get under the belt and jam up the conveyor. But since we’ve installed the Vibro Transporter, we’ve eliminated more than 90% of that downtime.”
In this application, the Model 320 Air-Operated Transporter simultaneously operates two discharge trays. Weighing just 13 lbs., it can transport up to 60 pounds of material at 15 to 40 feet per minute. The slugs move with the slow-acceleration forward stroke, but remains stationary during the rapid return stroke – progressing steadily toward the waste container. This process avoids the application of conveyor chains, belts or springs, which often require frequent downtime for clean-up, scheduled and emergency maintenance and – as in the case of this application – jams.
Vibro Air-Operated Transporters are currently available in four models, all of which easily adapt to existing conveyor lines. Their compact, lightweight design enables them to be installed in cramped, congested areas, even where conventional conveyors will not fit. Motion sensors for automatic shutoff, cover guards for harsh environments, quick-release clamps for fast tray removal and adjustable bearing supports for trays are available as options.